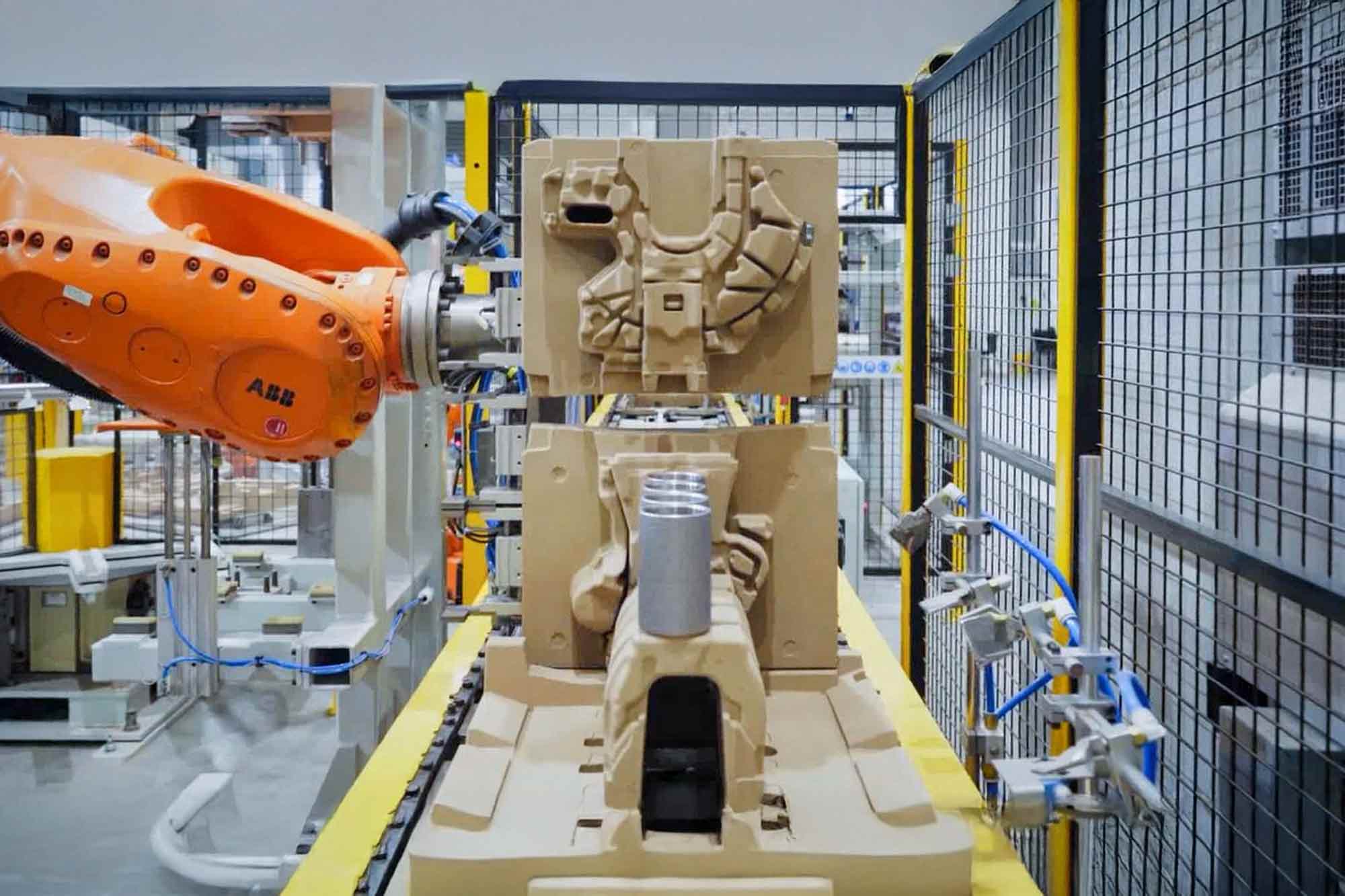
Sand core handling is a very delicate task and robots are perfectly suited for this application. Fragile, heavy and complex shaped cores can be handled by robots with precision . Some of the applications in sand core handling are
- Core pick and place from core shooters
- Core inspection
- Core trimming
- Core assembly
- Core dipping
Large sand cores used in commercial truck engine blocks can weight upto 400Kgs. These cores need to be handled for dipping and assembly. High payload foundry specification robots equipped with specialized grippers significantly reduce the breakage of cores.
BENEFITS OF ROBOTIC SAND CORE HANDLING
- Reduced breakage and chipping of cores
- Elimination of operators exposed to silica dust
- Precision placement of cores into moulds resulting in better quality castings
SUCCESFUL PROJECTS
YEARS OF EXPERIENCE
Industries Served
-
Foundry and Metal Casting
Foundries have an acute shortage of labour and one of the areas that can be automated is sand core handling.

FREQUENTLY ASKED QUESTIONS
Sand core handling is the process of picking up, orienting, transporting, and placing the fragile sand cores used in metal casting moulds to create hollow sections in castings. Cores have three difficult characteristics: they are fragile, heavy, and complex in shape. Robots handle all three challenges well — they can be programmed to move gently along precise paths, and high-payload foundry-spec robots can manage cores that are far too heavy for safe manual handling.
Robots can handle core pick and place from core shooters; core inspection; core trimming; core assembly; and core dipping. Each requires a different approach in terms of gripper design, robot payload, and motion control.
Large sand cores used in commercial truck engine blocks can weigh up to 400 kg. Handling cores of this size requires high-payload foundry-specification robots capable of both the weight and the harsh foundry environment. The gripper must also be engineered to distribute handling forces across the core without causing breakage.
Three benefits are: reduced breakage and chipping of cores (reducing scrap and rework); elimination of operators from silica dust exposure (a serious respiratory health hazard); and precision placement of cores into moulds, resulting in better quality castings with tighter dimensional tolerances.
Sand cores are made from silica sand. Chipping, trimming, or any handling that generates dust releases fine silica particles into the air. Prolonged inhalation of silica dust causes silicosis — a permanent, progressive lung disease. Robotic handling removes workers from direct exposure, eliminating this occupational health risk at the core handling station.