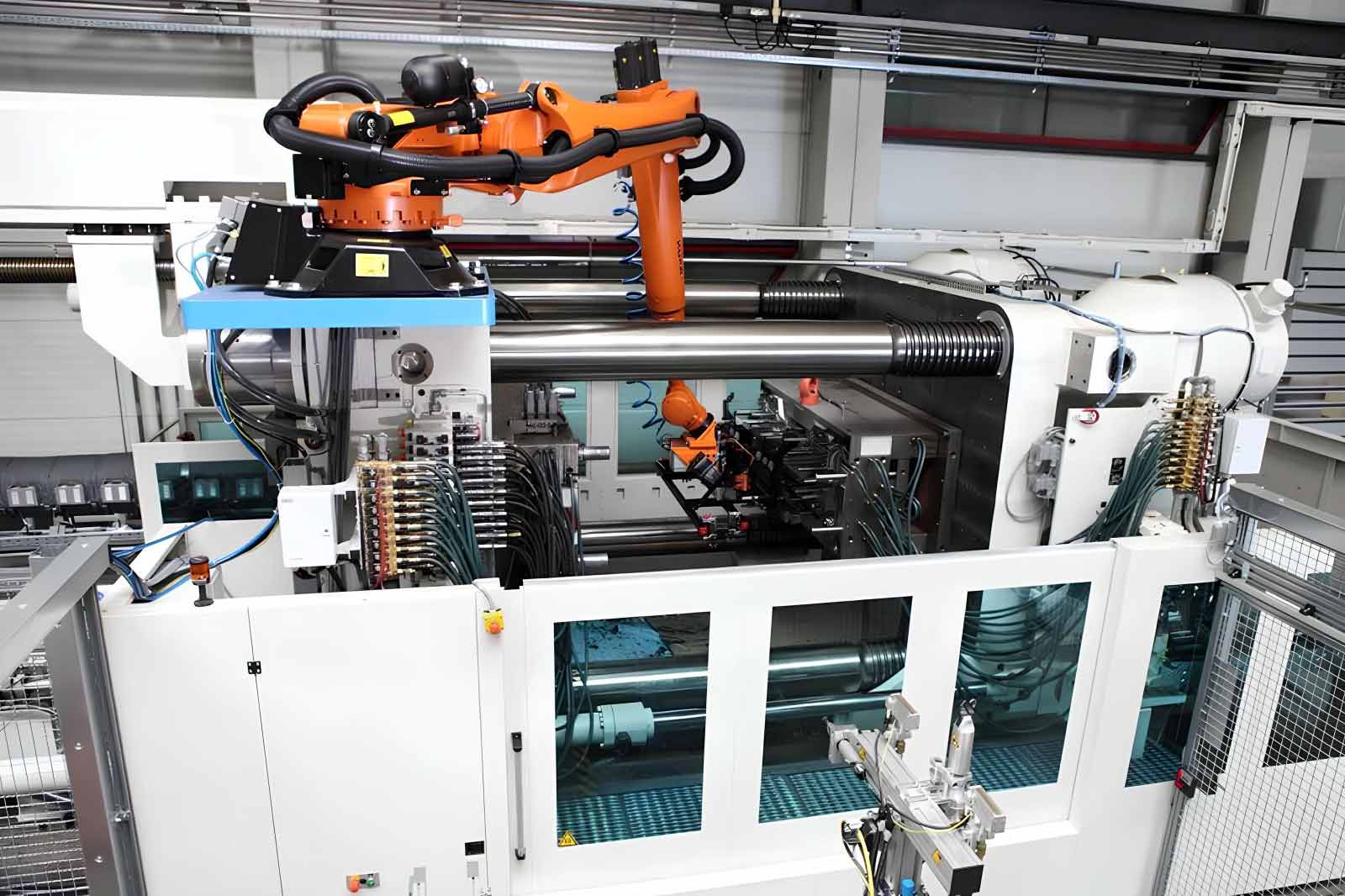
Injection moulding machines have very quick cycle times, requiring frequent unloading of finished components. Robots are ideally suited for this application. They provide a noticeable improvement in productivity and machine uptime. If the cycle times are longer, Two machines can be serviced by One robot, thus providing quicker ROI.
Vaccuum or pneumatic grippers can be used to handle the parts gently. Placement of inserts to moulds is a very critical application. Operators have to get close to the dies during insert placement and they are exposed to heat and toxic fumes. Robots offer more flexibility when compared to traditional gantry pick and place systems.
Robots can play a vital role in ensuring part quality and eliminating the hazards faced by operators.
We provide the following solutions for IMM tending
- Vibratory feeders for insert feeding
- Post process trimming of components
- Post process pad printing can be integrated
- Cooling and part removal conveyors
- Deflashing of finished components
ADVANTAGES OF ROBOTIC SOLUTIONS WHEN COMPARED TO GANTRY SYSTEMS
- Insert placement can be done on on any plane due to 6 degrees of freedom
- Complex parts can be handled from a variety of infeed systems
- Deflashing and trimming operations can be integrated into the robot cycle
- Tool changers can be used to facilitate variant additions and changeover
SUCCESFUL PROJECTS
YEARS OF EXPERIENCE
Industries Served
-
Medical & Pharmaceutical
Personal testing and monitoring equipment, test kits and vials are some of the components produced through injection moulding process. Robotic handling ensures hygienic handling of components
-
Automotive
Large moulded components in the auto sector such as dash panels, interior trims and bumpers benefit from robotic handling and post process operations
-
Toy Manufacturing
Toys are produced in the millions using plastic injection mould technology. integration of various inserts to strengthen the mould can be done by using robots.
-
Food and Beverage
Containers, conveyor system components are often produced injection moulding. Hygienic handling of these components is a must to meet food safety regulations

FREQUENTLY ASKED QUESTIONS
Injection moulding machines have very short cycle times, requiring frequent and consistent unloading of finished components. Robots provide the speed, repeatability, and endurance to match the machine’s output without variation. They deliver a noticeable improvement in productivity and machine uptime compared to manual unloading, where operator fatigue and pace variability cause idle machine time.
If cycle times are longer, one robot can service two machines simultaneously, improving return on investment by making fuller use of the robot’s available cycle time. The economics of the cell improve significantly when the robot is not idle waiting for a single machine to complete its cycle.
A 6-axis robot has full freedom of movement across all planes, which a gantry system cannot match. This is critical for insert placement — inserts must be placed precisely into the mould, often at complex angles. A gantry can only move in linear axes and is limited in the orientations it can access. A robot can approach the mould from any angle, handle complex part geometries from a variety of infeed systems.
Insert placement is one of the most hazardous manual operations in injection moulding. Operators must reach close to the hot dies to place inserts accurately, exposing them to heat and toxic fumes from the moulding process. Even minor inconsistency in insert placement leads to part defects. A robot places inserts with precision on every cycle, removing the operator from the die area entirely and eliminating placement-related quality variation.
Post-process operations that can be integrated include: component deflashing, gate trimming, pad printing, cooling conveyor placement, and part removal to outfeed conveyors. Integrating these within the robot cycle avoids separate manual operations on finished parts and keeps the production flow continuous without additional handling steps.
Vacuum or pneumatic grippers are used to handle parts gently — moulded components are often delicate and surface-sensitive, particularly for medical, consumer electronics, and food packaging applications. Gripper design is matched to the part geometry and material.
Vibratory feeders are used for insert feeding to present inserts in the correct orientation for robot pick-up. Cooling and part removal conveyors move finished components away from the mould area. Tool changers can be integrated to allow the robot to switch between different grippers for insert loading and finished part unloading within the same cycle, or to facilitate changeover between product variants without manual gripper replacement.
Tool changers allow the robot to automatically swap end-of-arm tooling during operation. For a line running multiple product variants, the robot can select the appropriate gripper or insert-handling tool from a rack without operator intervention. This means new variants can be added to the cell with minimal fixturing investment, and changeover between products is managed through recipe selection at the HMI rather than manual tooling changes.
Medical and pharmaceutical manufacturers use it for hygienic, precise handling of test kits, vials, and personal monitoring devices. Automotive manufacturers benefit from robotic handling of large moulded components such as dash panels, interior trims, and bumpers. Toy manufacturers use insert integration to strengthen moulds during production. Food and beverage producers require hygienic handling of containers and conveyor components to meet food safety standards.