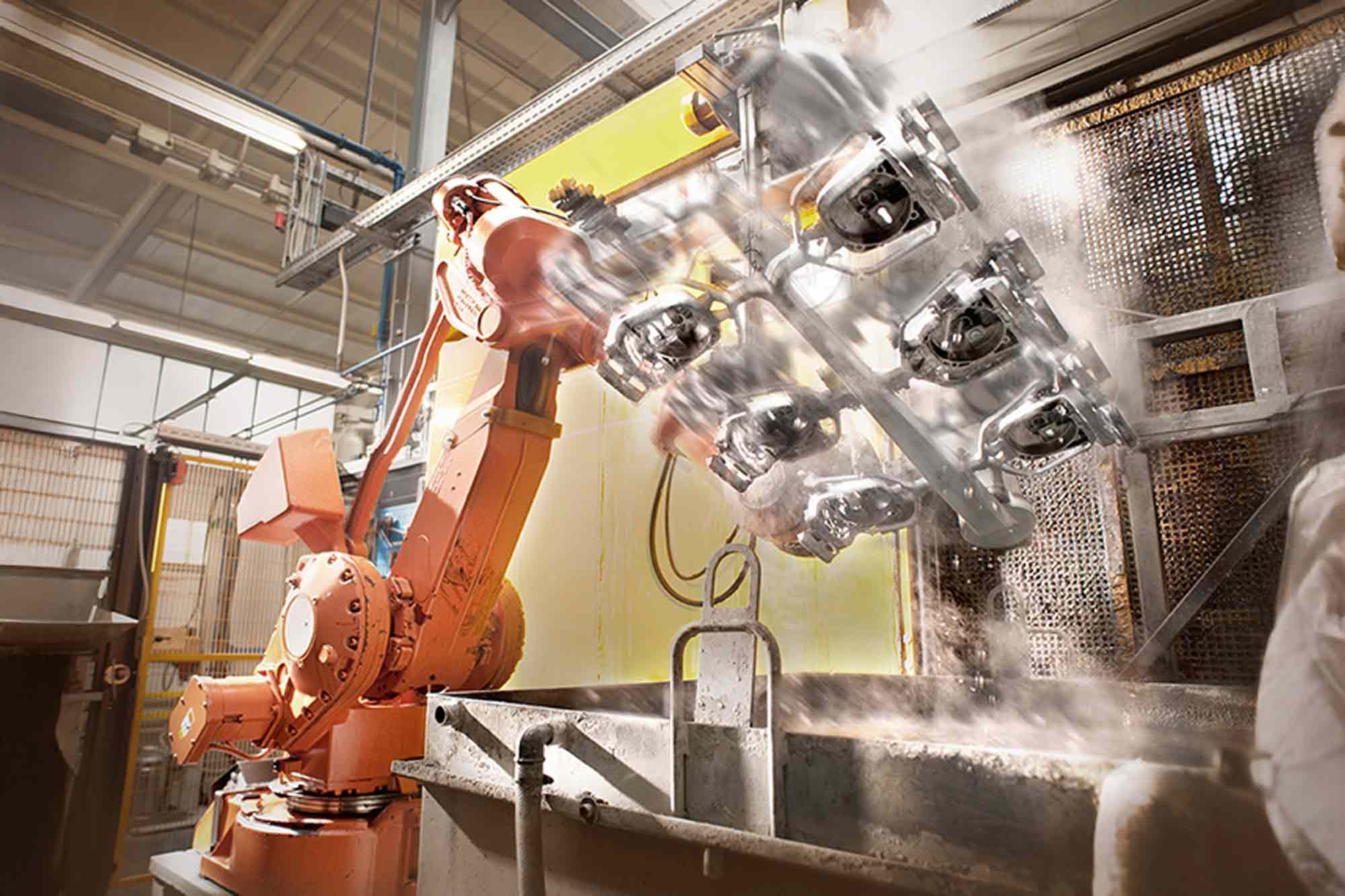
Operator fatigue and injury associated with the high heat environment and the smoke inhalation can be avoided by deploying robots. Typical cycle times of 6 -7 seconds can be achieved for extraction. Based on the machine cycle time which is around 45s, the robot can be utilized for quenching, trimming press loading and in some cases for runner and riser cutting using a cut off saw.
Since the robot consistently unloads in around 6-7 seconds, a significant productivity improvement is registered. Energy costs are reduced as the machine idle time is reduced. The peripheral equipment such as the holding furnace and the melting furnace have to operate for less time producing more components. These are some of the indirect cost savings while deploying robots.
Several industries such as automotive, lighting, household appliances and pharmaceutical equipments use aluminium PDC components. In the die casting industry, robots can be used in the following areas
- PDC extraction
- Die Spraying
- Insert placement
- Secondary operations such as gate presence checking, quenching and trimming
BENEFITS OF ROBOTIC TENDING
- Increased workplace safety for operators and reduced exposure to hazardous fumes and heat
- More than 25% increase in productivity on off shifts and
- 15-20% energy savings due to increase in OEE of the melting and holding furnaces
- Less heat loss from the dies between cycles leading to reduced scrap
- Easily reprogrammable to accommodate component changes
SUCCESFUL PROJECTS
YEARS OF EXPERIENCE
Industries Served
-
Personal Care Products
Personal care products require unique bottle shapes and multiple bottle sizes to be run from the same filling lines. PET - Plastic Extruded Squeeze tubes of various shapes and sizes can also be accommodated
-
Home Care Products
Our systems can handle PET, HDPE, PP and PVC containers with or without handles

FREQUENTLY ASKED QUESTIONS
In Aluminium Pressure Die Casting (PDC) and Gravity Die Casting (GDC), the robot’s primary task is to extract the freshly cast component from the die casting machine at the end of each machine cycle. Based on the machine cycle time of approximately 45 seconds. The robot can also perform secondary tasks: quenching the component, loading it into a trimming press, and in some cases cutting runners and risers using a cut-off saw.
The page states that typical cycle times of 6–7 seconds can be achieved for component extraction. This consistent extraction time directly affects the die casting machine’s cycle efficiency.
If a human extracts the component manually, extraction time varies due to fatigue, distractions, or difficulty handling a hot part. Any delay extends the total machine cycle. A robot extracting consistently in 6–7 seconds reduces idle time between cycles, increasing the number of shots produced per shift. There is a significant productivity improvement, particularly on off-shifts.
More than 25% increase in productivity on off-shifts can be achieved resulting in a 15–20% energy savings due to increased OEE of the melting and holding furnaces.
The melting and holding furnaces must maintain molten metal at temperature throughout the production window. If the die casting machine cycles faster due to consistent robot extraction, more components are produced in the same time with the same furnace energy input. There is also less heat loss from dies between cycles leads to reduced scrap — another indirect benefit of faster, more consistent extraction.